

衡泰尚盈為您介紹不銹鋼無縫管焊前表面該怎么處理呢 ?
首先要知道怎么去處理?無論采用何種釬焊方法,焊前都需清理去除工件表面氧化膜和油污。去油可采用氣相除油、溶劑清洗、氫氧化鈉水溶液清洗等方法。除油溶劑包括乙醇、乙醚、甲醇、丙酮和工業去油劑。
其中用丙酮清洗小批量工件表面油污是一種簡便的方法。去除工件表面氧化膜時,對于小批量工件可采用手工砂紙打磨方法;對大批量工件可采用噴砂或以下的酸洗方法,其中一種溶液適合去除厚氧化膜,后兩種溶液適合去除薄氧化膜。
接著就要用3點去實踐:
①10%H2SO4,15%HC,5%HNO3,余量水。酸洗溫度100℃,酸洗時間30s,然后用15%HNO3水溶液作光澤處理,溶液溫度100℃,時間約10s
②6%H2SO2,10%HNO3,50g/LHF的水溶液。酸洗溫度20℃,酸洗時間10min。酸洗后用60-70℃熱水仔細洗滌10min,然后在60-70℃的熱空氣中干燥。
③NO,50g/LNaF,85%H2O溶液。室溫下侵蝕5~10min,然后用熱水洗滌,在100120℃溫度下烘干。有時因某種原因而必須使用某種釬料或釬焊工藝時,會造成釬料不易潤濕母材,此時可在釬焊前在母材表面鍍一薄層易被釬料潤濕的金屬,銅和鎳常用作鍍層材料。
以上內容希望對于各位朋友有所幫助。
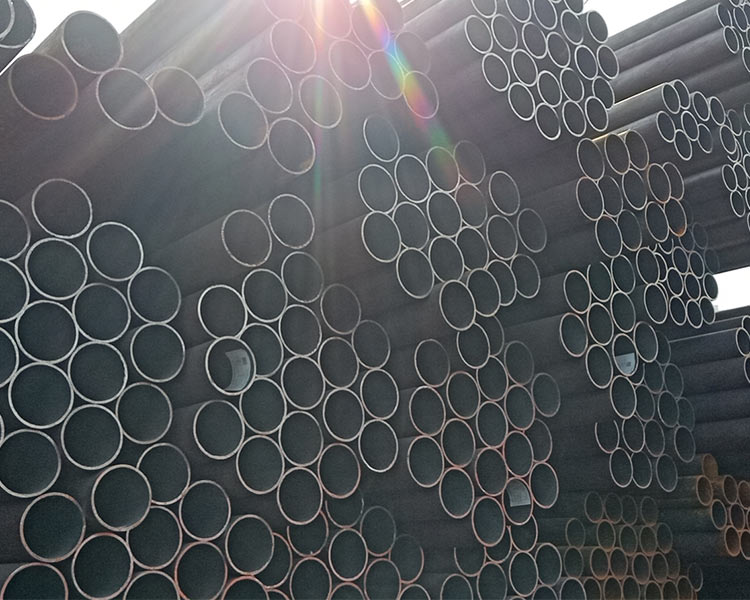
山西無縫管鋼管的加工工藝特色
無縫管鋼管精鑄件的加工特點:由于無縫鋼管精鑄的縮短大大超過鑄鐵的縮短,為避免無縫管鋼管的縮孔和縮孔的缺點,鑄造過程中大多使用冒口,冷鐵和補貼來完成順序凝結。
為了避免無縫管鋼管鑄件中出現縮孔,縮孔,孔隙和裂紋,無縫管鋼管應具有均勻的壁厚,避免出現尖角和直角結構,在型砂中添加鋸末,并在型芯中添加焦炭。并使用空心砂芯和油砂芯來改善砂模或砂芯的特許權和透氣性。 山西無縫管鑄件的加工特性: 由于鋼水流動性差,為了避免冷隔離和無縫管鑄件澆注,鋼鑄件的壁厚不應小于8mm。
使用干鑄或熱鑄; 適當提高澆注溫度,一般為1520°?1600°C,由于澆注溫度高,鋼水過熱度高和流動性時間長,可提高流動性。衡泰尚盈提示你,如果澆注溫度過高,則無縫管會引起粗大晶粒,熱裂紋,氣孔和沙粒粘附等缺陷。 因此,通常較小,較薄且呈凌亂形狀的精鑄件的鑄造溫度約為鋼的熔點150℃。
您好,歡迎蒞臨山西衡泰尚盈,歡迎咨詢...
 觸屏版二維碼 |




